CM-Cabinets Library User Guide
The Mach.Tongue > Settings page of the Catalog/Drawing Properties apply to the use of tongue and groove machining only. This is where some parts have a tongue that extends beyond their width (or height), which fits into a groove in the adjoining part.
Also known in different parts of the world as 'Mortise and Tenon' and 'Blind Dado'.
Tongue and groove machining is only available when the constructions settings are applicable and the machining is being undertaken in the appropriate face.
 click on the area of interest.
click on the area of interest. 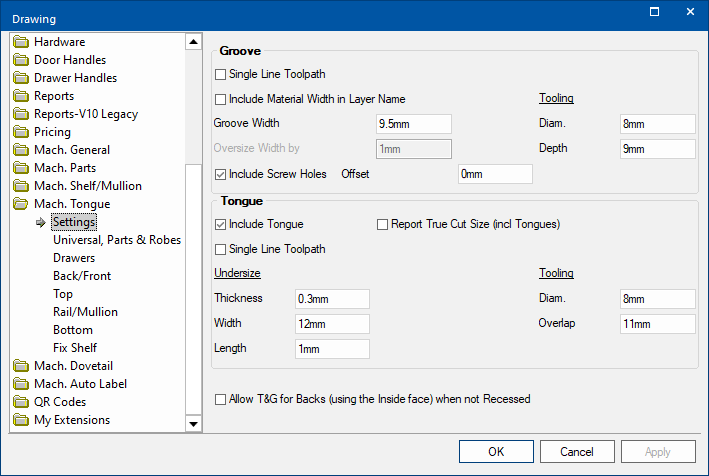
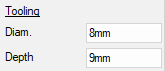
Diameter
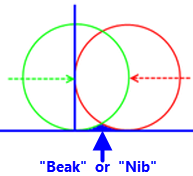
This is used on occasions to make sure no ‘beaks’ are left when the groove breaks through the end of a part. When a Single Line Toolpath is used, this also defines the width of the groove (and thus the thickness of the corresponding tongue).
Depth
This is the depth of the groove cut. This also helps determine the length of the tongue.
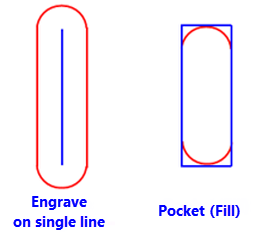
Whether the groove will be cut as one single cut on the machine. Alternatively an area can be pocketed out. The use of this option will be determined by the size of the tool and the width of the required groove.
When using a single line toolpath this layer (TGG) will require an Engrave strategy in EzyNest/EnRoute. Otherwise this could be a Fill.
This allows the resulting layer names for the Grooves used by EzyNest/EnRoute to be named according to material size.
So rather than having just one layer name called TGG you can have several e.g. TGG16, TGG18, TGG5 etc. where the number is the thickness of the joining material. There is also a possibility of a TGG0 if the system is unsure of the joining material size.
This is only used if the Single Line Toolpath option for the groove is NOT selected.
It is most useful for sites (such as those in the US) who do not use a reduced sized tongue (i.e. the tongue is the thickness of the whole part). Those wanting to use this facility will also have to make sure they set up appropriate strategies and update their ATP with any new layer names.

Click to Expand
The width when a Single Line Toolpath is NOT used.

Click to Expand
To allow some ‘give’ a groove can be made larger than the corresponding piece that will be fitted into it.
Only available when there is no tongue to be cut otherwise all size compensation takes place on the tongue. Click on image to view Include Tongue option is off.
Whether or not screw holes are also included as well as the tongue and groove. If used the screw holes will be positioned as they would be if just screw construction was being used. See the Drawing Property defaults set in the Mach. Parts and Mach. Shelf/Mullion categories.
Whether the tongues are the entire thickness of the material or reduced. If Include is not ticked then the groove is sized accordingly.
Enable to include tongues in Cut Size when reporting.
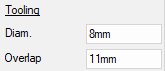
The tool for reducing the tongues thickness. Similar to the Groove Tooling except that there is no Depth as this is determined by the groove width into which the tongue fits.
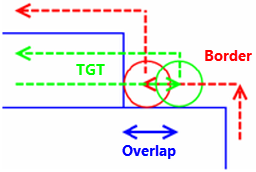
In addition there is an Overlap property which forces the width of the pocketing cut, that forms the thickness of the tongue, to overlap the cut that shapes the tongue, to make sure no ‘nibs’ are left (not applicable when a Single Line Toolpath is used for the tongue).
Example of Overlap and TGT
When a Single Line Toolpath is not used, this is the EzyNest (EnRoute) strategy required for this layer. (TGT) would be a Fill. To ensure the tongue is pocketed out fully, the toolpath is extended beyond its edges by the radius of the tool.
If enabled, instead of the individual pocketing of each tongue, the tool is used around the entire border of the part. In this case a Routing Offset strategy would be used for this layer (TGT) in EzyNest (EnRoute).
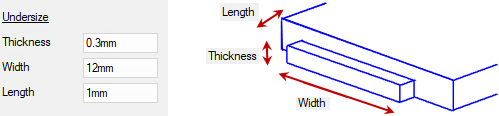
Edit boxes provided to undersize the tongue, allowing some ‘give’ - see Extra Notes below.
When considering what is represented by the terms Thickness, Width and Length of the tongue, consider how you would describe your own tongue. Its Thickness will be from top to bottom, Width from side to side and Length from front to back sticking out of the part.
The values entered here will, to some extent, depend on the tools and tooling strategies in operation for the groove.
For example if the Single Line Toolpath is used for the groove, then only a small under sizing of the width would be required. However, would need to be larger if this is not a Single Line Toolpath. This is because when a single line toolpath is ‘Engraved’ the centre of the tool will start and end on the start and end of the line, resulting in a natural semi circle at each end of the line extending its length. Whereas, when a pocketing the edge of the tool is kept within the defined area.
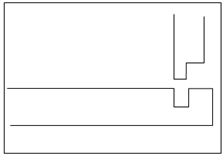
Ability to use Tongue and Groove machining for backs when they are machined from the inside, even when there is no Back recess.
This allows Backs (machined from the inside face) to have tongues and the Ends, Tops and Bottoms to have grooves when the Back is not recessed. So the groove is really a notch out of the edge of the part.
When the Tongue and Groove is setup, and the value used in the Tongue Thickness will make the Groove position move further away from the edge.
The following provides a detailed breakdown to what is happening and why.
Thickness
If the tongue is the same size as the groove (i.e. 0mm undersized thickness) the fit is a little tight, which is why a value (> 0mm) is set as the default.
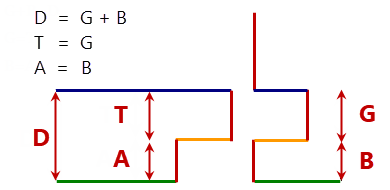
In the following examples, the objective is to ensure that the Bottom faces (shown in green) line up.
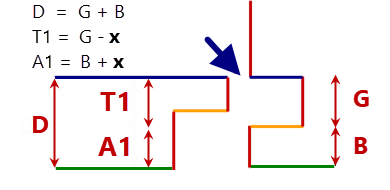
Tongue Reduced in Thickness
This example shows the tongue reduced in thickness (where x = Thickness) and the groove is the same as shown above.
Note that the faces shown in blue touch.
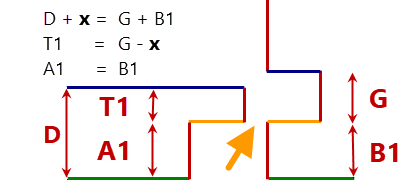
Groove Moved Inwards
This example again shows the tongue reduced in thickness (where x = Thickness) and the groove also moved inwards by x.
Note that the faces shown in orange touch.
Theoretically, both examples above can succeed, depending on the position of the tongue within the groove (i.e. in example 1, the blue faces touch and in example 2 the orange faces touch) but we need also to keep in mind that board is not always the thickness it is advertised to be (for example, 16mm board is usually at least 16.1mm).
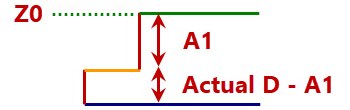
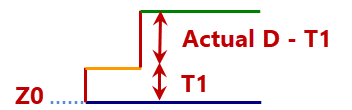
Therefore, depending on the z-zero (‘Top or Bottom of Plate’ in EnRoute terms) when on the flatbed, the thickness of the Tongue (T1) or the gap A1 could be larger than anticipated.
With ‘Top of plate’, T1 will larger by the extra thickness of the material.
With ‘Bottom of plate’ A1 will larger by the extra thickness of the material.
Either case will make only example 2 a viable option as shown in the following ...
Settings
- board thickness (D) = 16mm
- groove width (G) = 9mm
- tongue thickness reduced by 2mm
- then A1 = D-9+2 = 9mm
- and T1 = D-A1 = 7mm
Reality 1 - Top of Plate
- board thickness = 16.2mm
- ‘Top of Plate’ in use
- CabMaster still calculates A1= 9mm
- ‘Actual’ A1 = 9mm
- ‘Actual’ T1 = 16.2-9 = 7.2mm
So using example 1, the Bottom faces (shown in green) will not line up because D > G+B
But using example 2 (with the orange faces touching) the green faces will line up (as A1 will always equal B1).
Reality 2 - Bottom of Plate
- board thickness = 16.2mm
- ‘Bottom of Plate’ in use
- CabMaster still calculates A1= 9mm
- ‘Actual’ A1 = 16.2 - 7 = 9.2mm
- ‘Actual’ T1 = 7mm
So again using example 1, the Bottom faces (shown in green) will not line up because D > G+B
But using example 2 (with a gap of [‘actual’ A1]-A1 between the orange faces) the green faces will line up, as long as the thickness reduction x ≥ the difference between the actual and specified material thickness, otherwise the tongue is too big i.e. x ≥ [‘actual’ A1]-A1.