CM-Cabinets Library User Guide
The Mach.General > Face page in the Catalog/Drawing Properties is used to indicate which face of the component the machining will be undertaken (due to the nature of flatbed production, only one face is usually possible for each component).
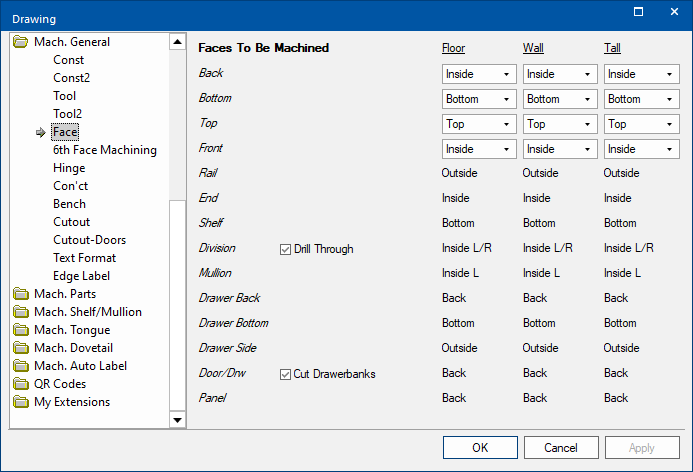
Different settings are available for Floor, Wall and Tall cabinets. For most faces of the component, the machining are fixed in place. However, they can be adjusted for the following using drop lists :-
The drop list options allows the user to determine whether the machining is undertaken on the Back or Inside face of the Back (in relation to the cabinet).
The drop list options allows the user to determine whether the machining is undertaken in the Bottom or Top face of the Bottom components.
- To use Rebates for Backs the machining must be undertaken in the ‘Top’ face of the Bottom.
- For Adjustable Leg holes the machining must be undertaken in the 'Bottom' face of the Bottom components.
- The above two are mutually exclusive.
- Tongue & Groove machining is only applicable to the Bottom component if the machining is undertaken in the 'Bottom' face.
The drop list options allows the user to determine whether the machining is undertaken in the Bottom or Top face of the Solid Top components.
- To use Rebates for Backs, the machining must be undertaken in the ‘Bottom’ face of the Top.
- Tongue & Groove machining is only applicable to the Top if the machining is undertaken in the ‘Top’ face.
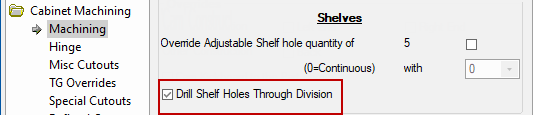
If a division has adjoining parts on both faces, checking this option will drill all holes for the adjoining parts for both faces, but they will all be drilled through the material.
If unchecked, only one face will be drilled, usually the more complex face (e.g. if it has drawer runners).
Reverse Side Machining of Divisions
Divisions will typically have shelves on both sides and thus the shelf holes either have to be drilled through or the part re-machined for the holes on the reverse side.
Tall Broom cabinet - Click to Expand
If the option is NOT used to allow the holes on the reverse side to be drilled through the part (i.e. allowing all machining to be done in one face), then it will automatically output the machining for the reverse side into a separate file.
The resulting dxf files will be output into a separate subfolder within the material for the job. The name of this subfolder is the same as for the front face of the division except with ‘-Opp’ appended to it. For example, if the division is in a folder called ‘Carcass White’ then the machining for the reverse faces will be in ‘Carcass White-Opp’.
If a drawerbank is cut on the machine, checking this option will also split the bank up into it's constituent drawer fronts.
Leaving this unchecked will leave the bank complete, thereby allowing it to be cut later using a saw.
This option effects the machine height i.e. with or without recuts. See notes below on Drawer Banks Machining.DrawerBanks Machining
Machining Width
The machined width is the same as the cutlist width except that Premilling property is also applied.
located on the Mach. General > Const page in the Premilling group box.
Finished Carcass Width – (Left Gap + Right Gap) Cut Finished Width – (Left Edging + Right Edging + 2*Oversize) Machining Height
There are two height options (with and without recuts). Therefore you need to note the following :-
- Whether to apply recuts, which is controlled by the Cut Drawerbanks option.
- When recuts are applied the calculation uses the ‘Cutout’ Tool diameter instead of the Saw Blade Thickness.
- When recuts are NOT applied it is assumed that the recuts are still to be done, but on the saw, so the size of the part is calculated using the Saw Blade Thickness.
- The Premilling property is applied to all edged sides (as with the Machining Width).
Height without Drawerbank Recut
Finished Carcass Height – (Top Gap + Bottom Gap) Cut Finished Height – (Top Edging + Bottom Edging + 2*Oversize) * Qty Of Drawers+ (Saw Blade Thickness - Gap Between Drawer) * (Qty of Drawers -1) Height with Drawerbank Recut
Finished Carcass Height – (Top Gap + Bottom Gap) Cut Finished Height – (Top Edging + Bottom Edging + 2*Oversize) * Qty Of Drawers+ (Cutout Tool Diameter - Gap Between Drawer) * (Qty of Drawers -1)